

Wëllkomm zu CHUANGRONG

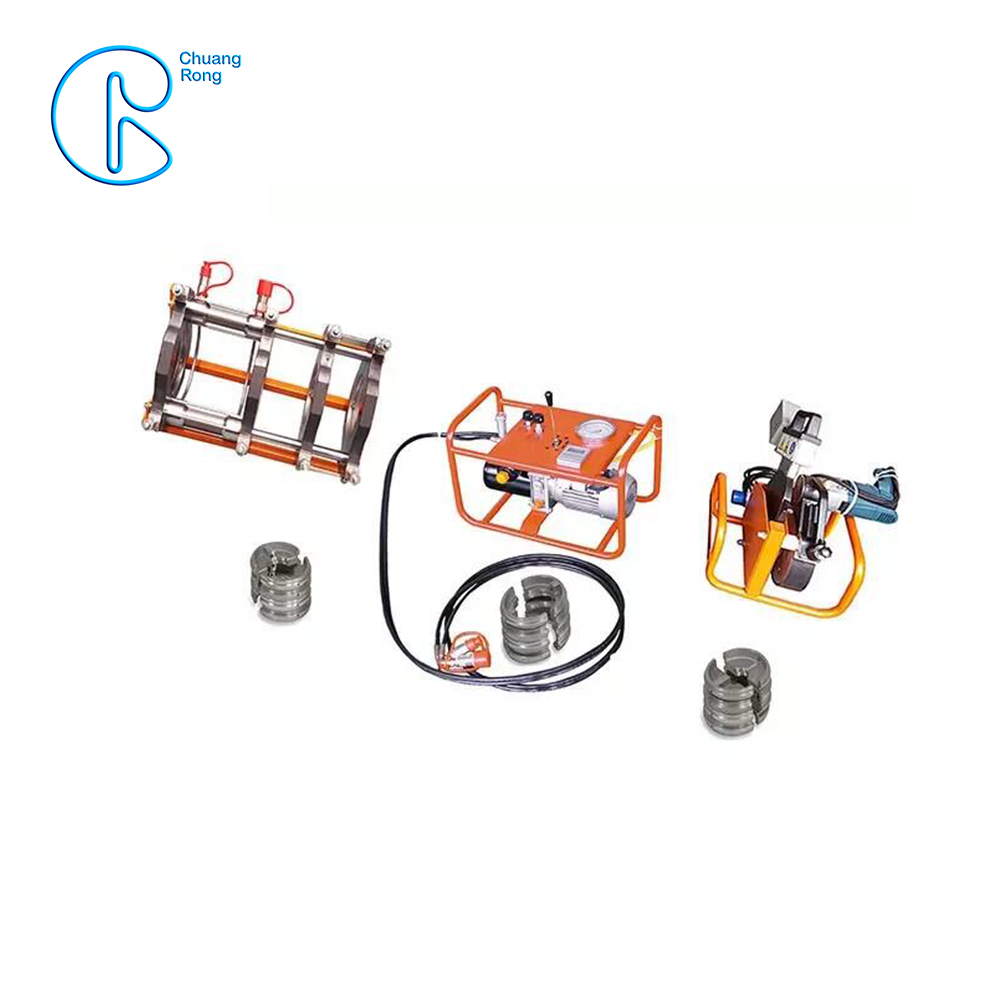
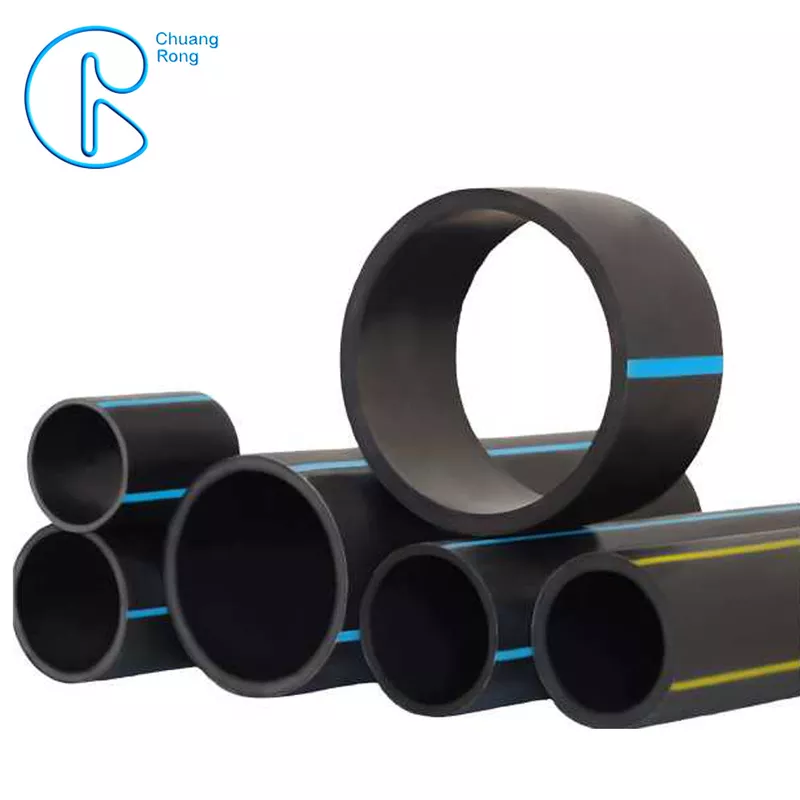
Fabrécksfräi Prouf Welping 63-250mm 4 Klammeren HDPE Päif Manuell Schmelzschweissmaschinn Elektroschmelzschweissmaschinn
Mir hunn elo vill exzellent Mataarbechter, déi exzellent am Internetmarketing, QC sinn, a mat verschiddene schwieregen Dilemmaen am Produktiounsprozess fir Factory Free Sample Welping 63-250mm 4 Clamps HDPE Pipe Manual Butt Fusion Welding Machine Electrofusion Welding Machine sinn. Eist Zil ass et, als Topmark ze klasséieren a Pionéier an eisem Beräich ze sinn. Mir si sécher, datt eis erfollegräich Erfahrung an der Toolproduktioun d'Vertraue vun de Clienten gewënnt. Mir wëlle mat Iech zesummeschaffen an e besser Potenzial zesumme schafen!
Mir hunn elo vill exzellent Mataarbechter, déi sech am Internetmarketing, QC an am Ëmgang mat verschiddene schwieregen Dilemmaen am Produktiounsprozess auskennen.China Plastikleitungsschweißen a Butt-SchweißfusiounsmaschinnMir integréieren all eis Virdeeler fir eis industriell Struktur an eis Produktleistung kontinuéierlech ze innovéieren, ze verbesseren an ze optimiséieren. Mir wäerten ëmmer drun gleewen a weider schaffen. Wëllkomm bei eis fir gréngt Liicht ze fërderen, zesummen wäerte mir eng besser Zukunft schafen!
Produktinformatiounen

●Schweessleistung: 3,5 kW, 2,2 kW entspriechen nëmmen der Eenphas 220 V Spannungsinput;
● Optional Accessoiren: S: S: Scannerliesung; G: GPS-Positioun; P: Drécker;
Bemierkung: Fir d'Funktioun Barcode-Scanning, Drécken a GPS ze realiséieren, ass et néideg, déi entspriechend Accessoiren ze kafen.
| ◇ Fortgeschratt SCM-Steierunitéit, villfälteg Parameterastellung, Miess- a Schutzfunktioun |
| ◇ LCD-Display mat héijer Hellegkeet, Operatioun op Chinesesch/Englesch, frëndlech Interface fir Mënsch a Maschinn |
| ◇ Breet Stroumversuergung an Spannungsinput, voll gëeegent fir Spot-elektresch Netzwierkwelle |
| ◇ Héich präzis Leeschtung, Zäitkontroll, garantéiert d'Schweissqualitéit |
| ◇ Ausgangsreaktiounszäit séier (500??800ms), fein Stabilitéit bei Stroumversuergungsausfall |
| ◇ Mat der Funktioun vum 10-Phasen-programméierbare Schweess, gëeegent fir verschidde Schweessufuerderunge vu Fittings |
| ◇ Grouss Späicherkapazitéit fir Schweissdaten, einfach Manéier fir Schweissparameter anzeginn |
| ◇ Perfekt Design a SMT-Schweisshandwierk, Reduzéiert de Feeler vum ganze Set |
| ◇ Schutzfunktioun géint Iwwerstroum, Iwwerspannung an Iwwerlaaschtung etc. |
| ◇ Kompakt Design, klengt Volumen a liicht Gewiicht |
Technesch Eegeschaften
| Aarbechtsberäich | 20-200mm |
| Schweessausgangsspannung | 8-48V |
| Eenphaseg | 230V |
| Stroumversuergung | 50-60Hz |
| Maximal absorbéiert Leeschtung | 4000W |
| Max.Ausgangsstroum | 100A |
| 60% Duty Cycle Output | 60A |
| Speicherkapazitéit | 500 Rapport |
| Schutzgrad | IP 54 |
| Maschinn Dimensiounen (BxDxH) | 263X240X300mm |
| Dimensiounen Tragekëscht (BxDxH) | 352x188x341 |
| Gewiicht | 9 kg |
Tastendréck
| Tastendréck | Numm | Funktiounsbeschreiwung |
| OK | Bestätegung | Bestätegen |
| ESC | Ausgang | Ofbriechen |
| Ç | Erhéijung | Menü erop / Daten eropgoen |
| È | Reduzéieren | Menü erof / Daten huelen of |
| Æ | Riets Schief | Menü riets verschieben / Déi geännert Positioun riets verschieben |
| Å | Lénks Schaltung | Menü lénks/Déi geännert Positioun lénks |
Funktionelle Parameter
| Menü Nr. | Numm | Reechwäit | Standard | Tastaturattribut |
| Parametermenü 1: Schweißparameter | ||||
| 1.01 | Auswiel vum Kontrollmodus | Konstant Spannung / Konstantstroum | Konstant Spannung | R/W |
| 1.02 | Schweessphasen | 1~6 | 1 | |
| 1.03 | Päifwiderstand | 0,00~19,99 | 0 | |
| 1.04 | Schweessen Para. vun 1stPhase | 0~Bewäert | 0 | |
| 1,05 | Schweesszäit vun 1stPhase | 0~9999 | 0 | |
| 1,06 | Schweessen Para. vun 2ndPhase | 0~Bewäert | 0 | |
| 1,07 | Schweesszäit vun 2ndPhase | 0~9999 | ||
| 0 | ||||
| 1.08 | Schweessen Para. vun 3rdPhase | 0~Bewäert | 0 | |
| 1.09 | Schweesszäit vun 3rdPhase | 0~9999 | 0 | |
| 1.10 | Schweessen Paragraf 4thPhase | 0~Bewäert | 0 | |
| 1.11 | Schweesszäit vu 4thPhase | 0~9999 | 0 | |
| 1.12 | Schweessen Para. vun 5thPhase | 0~Bewäert | 0 | |
| 1.13 | Schweesszäit vu 5thPhase | 0~9999 | 0 | |
| 1.14 | Schweessen Paragraf 6thPhase | 0~Bewäert | 0 | |
| 1.15 | Schweesszäit vu 6thPhase | 0~9999 | 0 | |
| 1.16 | Ofkillzäit | 0~9999 | 0 | |
| Parametermenü 2: Parameter vun der Formelfunktioun | ||||
| 2.01 | Formel Nr. | 0~20 | 0 | R/W |
| 2.02 | Formel Päif Typ | 0~32000 | 0 | |
| 2.03 | Formel Päifwiderstand | 0,00~19,99 | 0 | |
| 2.04 | Formel Kontrollmodus | Konstant Spannung / Konstantstroum | Konstant Spannung | |
| 2,05 | Formel Schweessphasen | 1~6 | 1 | |
| 2.06 | Schweessen Para. vun 1stPhase | 0~Bewäert | 0 | |
| 2,07 | Schweesszäit vun 1stPhase | 0~9999 | 0 | |
| 2.08 | Schweessen Para. vun 2ndPhase | 0~Bewäert | 0 0 | |
| 2.09 | Schweesszäit vun 2ndPhase | 0~9999 | ||
| 0 | ||||
| 2.10 | Schweessen Para. vun 3rdPhase | 0~Bewäert | 0 | |
| 2.11 | Schweesszäit vun 3rdPhase | 0~9999 | 0 | |
| 2.12 | Schweessen Paragraf 4thPhase | 0~Bewäert | 0 | |
| 2.13 | Schweesszäit vu 4thPhase | 0~9999 | 0 | |
| 2.14 | Schweessen Para. vun 5thPhase | 0~Bewäert | 0 | |
| 2.15 | Schweesszäit vu 5thPhase | 0~9999 | 0 | |
| 2.16 | Schweessen Paragraf 6thPhase | 0~Bewäert | 0 | |
| 2.17 | Schweesszäit vu 6thPhase | 0~9999 | 0 | |
| 2.18 | Ofkillzäit vun der Formel | 0~9999 | 0 | |
| 2.19 | Déi aktuell Formel späicheren | 0~1 | 0 | |
| Parametermenü3Parameterastellung | ||||
| 3.01 | Standard Ëmgéigungstemperatur | 0,0 ~ 50,0 ℃ | 20℃ | R/W |
| 3.02 | Kompensatioun vun der Ëmgéigungstemperatur | 0,00%~0,09% | 0,02% | |
| 3.03 | Schweesspaus aktivéieren | 0~1 | 0 | |
| 3.04 | Päifidentifikatioun aktivéieren | 0~1 | 0 | |
| 3.05 | Verduebelungsspannungsastellung | 1,0~15,0 | 10.0 | |
| 3.06 | Astellung vum Barcode-Typ | 0~1 | 0 | |
| 3.07 | Aktivéierung vun der Resistenzidentifikatioun | 0~1 | 0 | |
| 3.08 | Resistenzberäich | 0~±30% | ±15% | |
| 3.09 | Sprooch | 0~2 | 0 | |
| 3.10 | Joer | 1~99 | 16 | |
| 3.11 | Mount | 1~12 | 8 | |
| 3.12 | Dag | 1~31 | 8 | |
| 3.13 | Stonn | 0~23 | 8 | |
| 3.14 | Minutt | 0~59 | 8 | |
| 3.15 | Fabrécksastellung | 0~9999 | 1000 | |
| Parametermenü 5: Astellung vu Satellittenempfangsparameteren | ||||
| 5.01 | Aktuell Zäitzonenastellung | -12~+12 | 8 | R/W |
| 5.02 | Aktualiséierung vun der Zäit mam Satellit | 0~1 | 0 | |
| 5.03 | Aktuell Satellitnummer | – | – | R |
| Parametermenü 6: Astellung vun den Ingenieursparameteren | ||||
| 6.01 | Ingenieurswiesen Nr. | Kombinatioun vun 20 Buschtawen an Zuelen | – | R/W |
| 6.02 | Projet Nr. | Kombinatioun vun 20 Buschtawen an Zuelen | – | |
| 6.03 | Schweißer Nr. | Kombinatioun vu 6 Zuelen | – | |
| 6.04 | Schweessverbindung Nr. | Kombinatioun vu 6 Zuelen | – | |
| 6.05 | Päiftyp | Kombinatioun vun 10 Buschtawen an Zuelen | – | |
| 6.06 | Rohrfittingsfabrik | Kombinatioun vu 5 Buschtawen an Zuelen | – | |
| 6.07 | Rohrdurchmesser | Kombinatioun vu 5 Buschtawen an Zuelen | – | |
| 6.08 | Rohrfitting SDR | 33; 26; 21; 17,6; 17; 13,6; 11; 9; Keen | Keen | |
| 6.09 | Rohrmaterial | PE80/PE100/ Keen | Keen | |
| 6.10 | Schweessmaschinn Nr. | Kombinatioun vu 25 Buschtawen an Zuelen | – | |
Atelier
 Mir hunn elo vill exzellent Mataarbechter, déi exzellent am Internetmarketing, QC sinn, a mat verschiddene schwieregen Dilemmaen am Produktiounsprozess fir Factory Free Sample Welping 63-250mm 4 Clamps HDPE Pipe Manual Butt Fusion Welding Machine Electrofusion Welding Machine sinn. Eist Zil ass et, als Topmark ze klasséieren a Pionéier an eisem Beräich ze sinn. Mir si sécher, datt eis erfollegräich Erfahrung an der Toolproduktioun d'Vertraue vun de Clienten gewënnt. Mir wëlle mat Iech zesummeschaffen an e besser Potenzial zesumme schafen!
Mir hunn elo vill exzellent Mataarbechter, déi exzellent am Internetmarketing, QC sinn, a mat verschiddene schwieregen Dilemmaen am Produktiounsprozess fir Factory Free Sample Welping 63-250mm 4 Clamps HDPE Pipe Manual Butt Fusion Welding Machine Electrofusion Welding Machine sinn. Eist Zil ass et, als Topmark ze klasséieren a Pionéier an eisem Beräich ze sinn. Mir si sécher, datt eis erfollegräich Erfahrung an der Toolproduktioun d'Vertraue vun de Clienten gewënnt. Mir wëlle mat Iech zesummeschaffen an e besser Potenzial zesumme schafen!
Fabréck Gratis ProufChina Plastikleitungsschweißen a Butt-SchweißfusiounsmaschinnMir integréieren all eis Virdeeler fir eis industriell Struktur an eis Produktleistung kontinuéierlech ze innovéieren, ze verbesseren an ze optimiséieren. Mir wäerten ëmmer drun gleewen a weider schaffen. Wëllkomm bei eis fir gréngt Liicht ze fërderen, zesummen wäerte mir eng besser Zukunft schafen!
Schéckt eis Är Noriicht:
Produktkategorien
-

Grouss Auswiel u China Professionell PVC Heizung ...
-

OEM/ODM Hiersteller China 200mm Plastikpäif W ...
-

OEM/ODM Fabréck China Spuert Buedemfläch mat ...
-
Kompetitive Präis fir CRDH 1000 HDPE Butt Weldi ...
-
Fabrécksquell China PE100 Pn16 50mm 100mm 110m ...
-
Groussen Rabatt Polyethylen HDPE Päif fir Fërderband ...
Sozial Linken




Informatiounen
Schnelllinks
kontaktéiert eis
- DERBAIGINN:
Zëmmer 911, Gebai T1, The Ring Center, Nr. 333 Dongda Road, Chengdu, China.
- TEL.: 0086-18180897627
- EMAIL: chuangrong@cdchuangrong.com
Hot Produkter - Sitemap - AMP Mobil
HDPE Päif a Fitting, HDPE Päiffittings, Männlechen Adapter, HDPE Päiffitting, Reparaturklemme, Pe Waasserleitung,
-

Telefon
-

E-Mail
-

WhatsApp
-

Skype
-

Uewen
